Notre objectif étant de fabriquer les produits idéaux, nous avons besoin de moyens intelligents pour relever les défis qui en découlent. Imaginez maintenant que vous fabriquiez des pièces exactement comme vous le souhaitez. Comment y parvenir ? C'est là que les systèmes internes et tournage extérieur intervient. Il s'agit en quelque sorte d'outils de résolution de problèmes permettant de fabriquer des produits exactement comme ils devraient l'être.
Il est évident que nous voulons tous fabriquer des pièces qui répondent parfaitement à nos exigences de fabrication, mais ce n'est pas facile. Les méthodes habituelles de fabrication ne fonctionnent pas toujours bien, en particulier lorsqu'il s'agit d'espaces restreints, de matériaux différents et de mesures spécifiques.
Mais devinez quoi ? L'organisation interne et l'organisation tournage extérieur sont comme des armes secrètes qui nous aident à résoudre ces problèmes. Ce sont des façons spéciales de faire les choses qui nous guident à travers les parties délicates de la fabrication moderne. Et si vous envisagez de mettre en œuvre ces approches pour rendre vos processus de fabrication plus précis, faites-nous confiance : vous prenez la bonne décision.
Dans ce guide, nous vous aiderons à mieux comprendre l'utilisation, le mécanisme et le potentiel des systèmes d'information internes et externes. diamètre extérieur tournage il est donc plus facile de mettre en œuvre ces mécanismes chaque fois que cela est nécessaire. Commençons à explorer dès maintenant !
Mécanisme de rotation externe
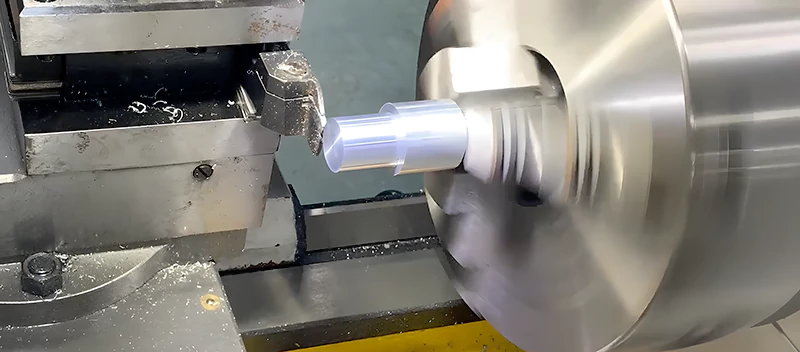
Tournage extérieur est un processus crucial qui consiste à façonner la surface extérieure d'une pièce afin de répondre à des normes dimensionnelles précises et d'obtenir une finition de surface lisse.
Dans ce mécanisme, les outils de tournage cylindrique Chacun d'entre eux est conçu avec des angles de déclinaison principaux spécifiques pour répondre aux différents besoins. des scénarios de retournement.
Sélection des outils
- Outils de tournage cylindrique ordinaires : Ces outils, classés selon les principaux angles de déclinaison tels que 95°, 90°, 75°, 60° et 45°, offrent une grande souplesse dans la manipulation des différentes pièces. Le choix entre les outils à 90° et 95° est idéal pour les arbres minces, tandis que les outils à 75°, 60° et 45° sont parfaits pour les pièces de petite taille.ourner des cercles extérieurs courts et épais. Notamment, les outils à 45° peuvent également le tournage en chanfrein.
- Outils de tournage à lame à angle négatif : Les lames à angle négatif, connues pour leur efficacité économique, surpassent leurs homologues à angle positif. Elles sont particulièrement utiles pour les grandes opérations de réalimentation et de traitement avec des quantités d'aliments importantes. La taille plus importante des lames à angle négatif accroît leur polyvalence et leur résistance à la pointe dépasse celle des lames à angle positif.
Considérations
Tournage de la surface extérieure implique de naviguer dans la dynamique des forces axiales et radiales pendant la coupe. Le choix des angles de l'outil devient critique pour déterminer l'efficacité du processus.
Les différentes forces et longueurs des différentes formes de lames ont un impact sur les performances globales. Il est donc essentiel d'aligner le choix de l'outil sur les demandes spécifiques de chaque l'opération de retournement.
Mécanisme de rotation interne
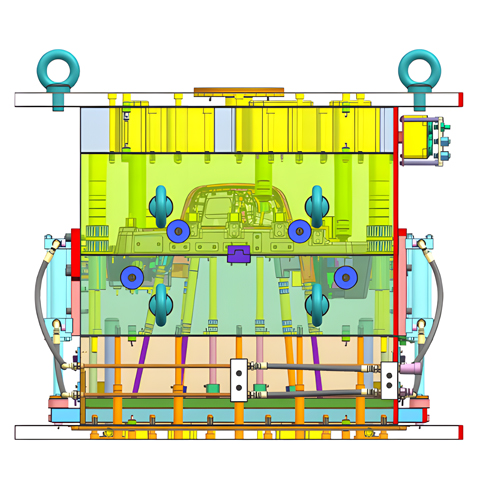
Autre l'approche du virage souvent utilisé dans les processus de moulage par injection et de fabrication CNC est tournage interne. Examinons les principales considérations de cette tournage de trous méthode.
Caractéristiques
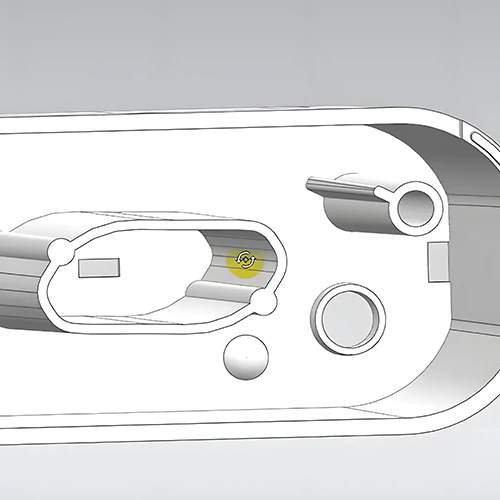
Tournage interne ou intérieur diamètre de tournageLe procédé d'usinage de l'aluminium, qui se distingue par son approche, se concentre sur le façonnage des trous intérieurs tout en faisant face à des défis uniques. La nature semi-fermée du processus rend difficile l'observation de l'évacuation des copeaux, ce qui influe sur la qualité globale du traitement. La découpe de trous profonds introduit des vibrations dans l'arbre, ce qui nécessite des stratégies spécialisées.
Stratégies d'outillage
- Porte-mèche en carbure pour la réalisation de trous de petit diamètre : Pour relever les défis posés par la découpe de trous de petit diamètre, l'utilisation d'un arbre de forage en carbure s'avère efficace. Cette stratégie d'outillage améliore la précision et la fiabilité dans ces scénarios.
- Arbre vibrant pour les diamètres moyens et supérieurs : La gestion des vibrations lors de l'usinage de trous de diamètre moyen devient cruciale. C'est là qu'intervient un arbre vibrant dédié, qui atténue les problèmes liés à l'usure de l'outil et garantit un processus de coupe plus régulier.
Considérations
Tournage interne nécessite une compréhension approfondie de la dynamique d'évacuation des copeaux et de l'impact de la profondeur du trou sur le porte-à-faux de l'outil. Le choix des outils est limité par le diamètre du trou et la longueur de la pièce, ce qui nécessite un examen minutieux basé sur les exigences spécifiques de chaque pièce. diamètre intérieur tournage opération.
Comprendre les subtilités du tournage interne
Facteurs d'influence de l'opération de tournage interne
- Défis liés au dépassement de l'outil : Contrairement à tournage extérieur, la longueur de la Pièce de tournage CNC et la taille de la barre d'outils affectent de manière significative le dépassement de l'outil en tournage de trous. Cette dynamique exige une attention particulière, car les longs porte-à-faux peuvent entraîner des déformations et des vibrations.
- Forces de coupe critiques : La direction et l'ampleur des forces de coupe jouent un rôle essentiel dans l'évaluation de la qualité de l'eau. tournage de la surface intérieure. Pour minimiser les vibrations et améliorer la qualité de l'usinage, il faut bien comprendre les forces de coupe tangentielles et radiales. L'angle de recul de l'outil devient crucial, en particulier pour les pièces de petit diamètre. les trous de rotation.
- Évacuation des copeaux et dynamique de serrage : Des difficultés telles qu'une mauvaise évacuation des copeaux, un serrage incorrect et des facteurs liés à l'outil peuvent avoir un impact sur la qualité de la production. diamètre intérieur tournage. Les solutions optimales impliquent une sélection stratégique du rayon du nez de l'outil, des méthodes efficaces d'enlèvement des copeaux et des techniques de serrage stables.
Considérations relatives à l'amélioration de la qualité de l'usinage
- Sélection du rayon du nez de l'outil : Le choix d'un petit rayon de nez est essentiel pour minimiser les forces de coupe radiales et tangentielles. Le rayon du nez doit être légèrement inférieur à la profondeur de coupe pour obtenir des résultats optimaux, garantissant une arête de coupe plus solide, un meilleur état de surface et une répartition uniforme de la pression.
- Influence de la gorge de l'outil : Le type de rainure de l'outil de coupe joue un rôle décisif pour le tournage interne. Les types de rainures à angle de coupe positif avec des arêtes de coupe vives et une grande résistance sont préférés pour l'usinage des trous intérieurs.
- Prise en compte de l'angle du tranchant : L'angle de l'arête de coupe influe considérablement sur les forces radiales, axiales et composites. Il est recommandé de choisir un angle proche de 90° et non inférieur à 75° pour équilibrer les forces de coupe axiale et radiale.
- Impact du traitement des outils : L'arrondi de l'arête de coupe influence la force de coupe. Les outils non revêtus présentent un arrondi plus petit que les outils revêtus, ce qui a un impact sur l'usure des flancs. Il est essentiel de prendre en compte les outils longs en porte-à-faux et l'usinage de petits trous.
- Stabilité du serrage: La stabilité des outils de coupe et des pièces tournées repose sur un serrage efficace. La stabilité dépend de facteurs tels que l'état de surface, la dureté et les méthodes de serrage, l'accent étant mis sur le soutien global pour obtenir des résultats optimaux.
- Élimination efficace des copeaux : L'enlèvement des copeaux influe considérablement sur les effets et la sécurité de l'usinage, en particulier dans les trous profonds et les trous d'eau. traitement des trous borgnes. Pour un contrôle efficace des copeaux, il est recommandé d'utiliser des outils à refroidissement interne, des fluides de coupe adéquats et de l'air comprimé pour l'usinage de trous traversants.
Le paradigme de précision du tournage interne
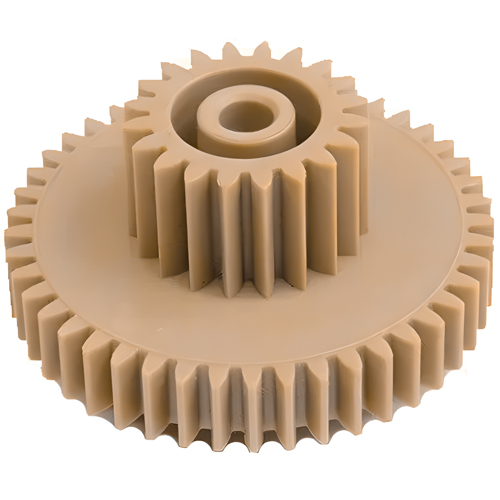
Tournage de trousL'approche méticuleuse de l'entreprise permet d'obtenir des tolérances serrées et des détails complexes dans les pièces, ce qui garantit que les caractéristiques internes sont conformes aux spécifications. L'état de surface et la précision dimensionnelle sont méticuleusement contrôlés, pour répondre aux besoins des industries où le micron compte.
Précision extérieure du tournage extérieur
En tournage de surfaceDans le cas de l'usinage par enlèvement de copeaux, l'accent est mis sur les surfaces extérieures de la pièce. Les outils de coupe, positionnés à l'extérieur de la pièce, sculptent les contours extérieurs, garantissant la précision dimensionnelle et la finition de la surface. Les défis à relever comprennent la gestion de l'usure des outils et l'optimisation des vitesses de coupe pour obtenir des résultats cohérents dans des matériaux et des géométries variés.
Rôle d'épine dorsale du tour extérieur
Tournage externe est l'épine dorsale de l'industrie manufacturière, fournissant divers composants dans tous les secteurs d'activité. Sa polyvalence va du tournage d'arbres dans les applications automobiles à la création d'éléments structurels dans la construction. Diamètre extérieur de tournage joue un rôle essentiel dans la production de composants qui constituent l'épine dorsale de divers systèmes.
Progrès dans les technologies de tournage
L'évolution de iTournage de surface interne témoigne de sa capacité à s'adapter aux défis modernes.
Les progrès réalisés dans le domaine des matériaux, notamment les superalliages et les composites, ont repoussé les limites de l'usinage traditionnel. Tournage interneLa capacité de l'entreprise à concevoir des solutions sur mesure pour ces matériaux de pointe renforce son rôle en tant qu'acteur clé de la fabrication moderne.
- Adaptabilité aux superalliages : L'essor des superalliages dans diverses industries, en particulier l'aérospatiale, a nécessité une évolution de l'usinage. Tournage interne a fait preuve d'une capacité d'adaptation inégalée à ces matériaux de haute performance, créant des composants complexes d'une solidité et d'une durabilité supérieures.
- Relever les défis posés par les matériaux composites : Les composites posent des défis uniques en matière d'usinage en raison de leur nature hétérogène. Grâce à son approche axée sur la précision, tournage interne s'est imposée comme une solution fiable pour fabriquer des composants à partir de matériaux composites avancés. La capacité à naviguer dans les complexités des composites souligne leur importance dans la fabrication contemporaine.
Tournant technologique externe
La prise en compte des avancées technologiques est au cœur de l'action de l'Union européenne. tournage de surface processus. Alors que l'industrie va de l'avant, tournage extérieur suit le rythme en intégrant la surveillance en temps réel et l'outillage adaptatif, ce qui lui permet d'atteindre de nouveaux sommets.
- Surveillance en temps réel pour une assurance de précision : L'intégration de systèmes de surveillance en temps réel garantit que chaque coupe respecte les normes de précision prédéterminées. Le retour d'information continu permet des ajustements instantanés, ce qui atténue les écarts et améliore la précision globale de la production. tournage extérieur processus.
- Outillage adaptatif pour l'usinage dynamique : Tournage externeL'adoption de l'outillage adaptatif par l'entreprise signifie le passage de méthodologies statiques à des approches d'usinage dynamiques. Les outils capables de s'adapter en temps réel à des conditions changeantes optimisent la durée de vie de l'outil, réduisent l'usure et contribuent à l'efficacité de l'ensemble du processus d'usinage.
- Maintenance prédictive pour la continuité opérationnelle : La maintenance prédictive, alimentée par l'analyse des données et l'apprentissage automatique, est devenue une pierre angulaire de la. tournage de la surface extérieure. En anticipant l'usure des outils et les problèmes potentiels, les machinistes peuvent prendre des mesures proactives, ce qui garantit des opérations ininterrompues et une durée de vie prolongée des outils.
- L'usinage piloté par l'IA pour une efficacité accrue : L'intelligence artificielle (IA) s'est immiscée dans la vie de tous les jours. tournage extérieurqui offre une vision intelligente des processus d'usinage. L'usinage piloté par l'IA optimise les parcours d'outils, les paramètres de coupe et l'efficacité globale, maximisant ainsi la productivité tout en maintenant des normes de qualité strictes.
Prototool : Votre allié professionnel pour la fabrication
Alors que les fabricants se débattent avec les complexités des composants modernes, Prototool s'impose comme le phare de l'expertise, offrant des solutions de fabrication CNC professionnelles qui sortent de l'ordinaire.
Ainsi, si vous êtes confronté aux défis de l'évacuation des copeaux, de l'accessibilité des outils et des géométries complexes, les professionnels de Prototool ont méticuleusement affiné leur art pour relever ces défis.
Ici, nous veillons à ce que vos composants soient fabriqués et façonnés avec précision. Qu'il s'agisse du mastering le tournage interne, naviguer avec finesse dans des espaces confinés, ou l'efficacité de la gestion de l'eau. tournage extérieurNos solutions de fabrication CNC et de moulage par injection sont conçues pour dépasser les attentes.
Contactez-nous dès aujourd'hui pour plus de détails et d'assistance.
| Méthode de tournage | Méthode de broyage |
| Tournage interne & Tournage externe Tournage conique | Fraisage de l'épaulement Fraisage latéral Fraisage de face Fraisage des rampes Fraisage en plongée Périphérique Milling Fraisage hélicoïdal Fraisage de rainures Fraisage vertical et horizontal Fraisage conventionnel et fraisage par escalade |