Flash ist einer der am häufigsten auftretenden Fehler in Spritzgießen. Die dünne Kunststoffschicht bildet sich, wenn zwei unterschiedliche Formoberflächen aneinander stoßen und eine Grenze bilden. An diesen Stellen können Unterschiede im Wachstum und in anderen Merkmalen bestehen, die das Risiko eines Gussgrates erhöhen können. Das Management von Gratbildung beim Spritzgießen ist ein einfaches Verfahren, das jedoch zusätzliche Ressourcen erfordert und die Gesamteffizienz des Prozesses verringert. Hinzu kommt, Entfernung von SpritzgießgratDie manuelle oder maschinelle Beseitigung von Graten kann sich negativ auf die Qualität des Produkts auswirken und Schäden an der Form verursachen, was zu zusätzlichen Kosten und anderen Verlusten führen kann. Bei Projekten, bei denen Spritzgießen zum Einsatz kommt, ist es besonders wichtig, Gratdefekte so weit wie möglich zu beseitigen.

Zur Minimierung der SpritzgießgratUm die Ursachen von Spritzgießfehlern zu beseitigen, ist es zunächst wichtig, die Ursachen des Problems zu ermitteln und diese dann mit einer gezielten Strategie effizient zu bekämpfen. In diesem Leitfaden befassen wir uns mit den Ursachen und der Vermeidung von Gratbildung beim Spritzgießen.
Inhalt
I. Was ist ein Spritzguss-Blitz?
II. Was verursacht Grate beim Spritzgießen?
III. Wie kann man beim Spritzgießen Grate vermeiden?
IV. Schlussfolgerung
Was ist ein Spritzguss-Blitz?
Sie fragen sich sicher, was ein Grat ist beim Spritzgießen. Dann sind Sie auf der richtigen Seite.
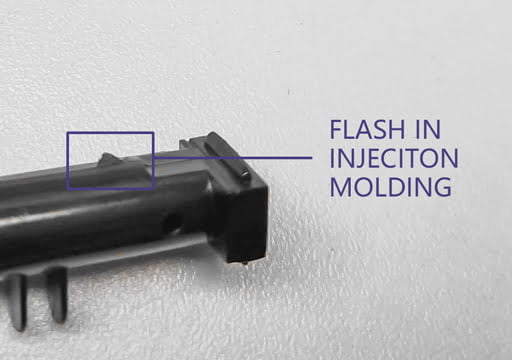
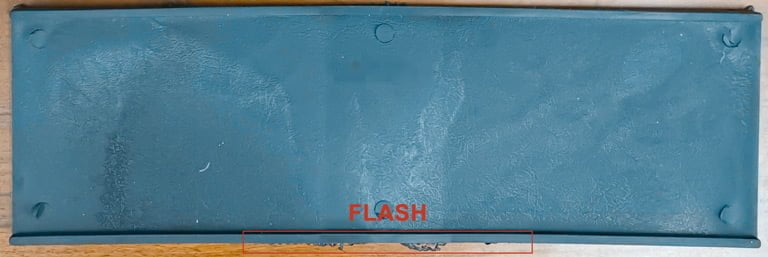
Die Fehler Der so genannte Spritzgussgrat tritt auf, wenn ein Bauteil an der Trennlinie, am Rand einer Form oder an einer anderen Stelle, an der verschiedene Formen und Bereiche aufeinandertreffen, überschüssigen Kunststoff aufweist. Gratbildung tritt am häufigsten an der Trennlinie von Kunststoffteilen auf. Der Einfluss erstreckt sich jedoch auch auf andere Bereiche der Fläche. Dabei spielt es keine Rolle, wo sie sich befinden, da die Ursachen und Auswirkungen immer die gleichen sind.
Die meisten Hersteller in der Branche reduzieren die Gratbildung in geformten Bauteilen erheblich, beseitigen sie aber nicht. Die wichtigste Überlegung sind die Kosten des gesamten Spritzgießprozesses. Gratfreie Formen sind mit einem erheblichen Preisaufschlag verbunden, aber die meisten Unternehmen können ein Gleichgewicht zwischen Preis, Qualität und Ästhetik erreichen.
Auch wenn ein gewisses Maß an Gratbildung als normaler Bestandteil des Formgebungsprozesses angesehen wird, kann ein übermäßiger Grat die Oberflächenqualität der Teile beeinträchtigen und ihren Sitz, ihr Zusammenpassen oder ihre Montage stören. Das liegt daran, dass der Grat ein Nebenprodukt des Formprozesses ist.
Was verursacht Grate beim Spritzgießen?
In diesem Abschnitt werden einige der Hauptursachen für Spritzgießgrate erläutert.
- Fehlende Übereinstimmung der Trennungslinie
Umweltverschmutzungen wie Staub und Schmutz, die die Form offen halten können, sind eine der Hauptursachen für eine Fehlanpassung der Trennebene. Dadurch kann zusätzliches Material austreten, was zu einem Gussfehler führt. Darüber hinaus können auch Defekte in der Form die Ursache für dieses Problem sein. Bei fortgesetzter Verwendung treten diese Probleme häufig häufiger auf.
Ein Abplatzen aufgrund einer Fehlanpassung in der Trennlinie kann durch Undichtigkeiten verursacht werden, die auf veraltete oder abgenutzte Geräte zurückzuführen sind. Selbst wenn Sie die richtige Form haben und auf Verunreinigungen getestet haben, kann es zu Abplatzungen kommen, wenn der Schließdruck nicht richtig geregelt ist oder die Formen sehr komplex sind. Hohlräume und andere komplizierte Merkmale können den Gesamtdruck, dem Ihre Form ausgesetzt ist, erhöhen, was zu Undichtigkeiten und Defekten in einigen Bereichen führt.
- Unsachgemäße Entlüftung während des Prozesses
Das Spritzgießen ist ein komplexer Prozess, bei dem eine Vielzahl von Faktoren wie Temperatur, Druck, Lufteinschlüsse und andere Merkmale zu beachten sind. Das Vorhandensein von eingeschlossenen Luftblasen ist zum Beispiel ein entscheidender Fehler in jedem SpritzgießdesignSie können die mechanische Leistung und die Tragfähigkeit des Bauteils beeinträchtigen. Ebenso haben die spritzgegossenen Bauteile einen Temperaturbereich, der eine optimale Formgebung ermöglicht. Entlüftungen sind unerlässlich, um sicherzustellen, dass diese Bauteile weiterhin korrekt funktionieren. Jegliche Probleme würden zu einer Vielzahl von Mängeln führen, zu denen auch das Abblitzen gehört.
- Niedriger Anpressdruck
Während des Verpackungs- und Lagerungsprozesses kann ein Grat entstehen. Beim Verpackungsprozess wird die Materialschrumpfung berücksichtigt, die während des Kühlprozesses auftritt. Die einfachste Methode besteht darin, mehr als nötig einzuspritzen, während der Halteprozess den Druckausgleich im gesamten System aufrechterhält, bis es abgekühlt werden kann.
In beiden Fällen muss der Klemmdruck genau festgelegt werden. Eine unangemessene Spannkraft kann die Trennlinie unterbrechen, wodurch die einströmende Flüssigkeit entweichen kann und ein Flashen verursacht wird.
- Problem der Angussbuchse
Angussbuchsen sind ein wichtiger Bestandteil der Form, da sie den Fluss des geschmolzenen Kunststoffs in die Formkammer leiten. Im Laufe der Zeit können sie die notwendige Unterstützung verlieren, um der Kraft des Einspritzdrucks standzuhalten, was zu einer Beeinträchtigung ihrer Funktionalität führt. In diesen Fällen weisen die von Ihnen gekauften Spritzgussteile Mängel auf, von denen das Abblättern die typischste ist.
- Viskosität
Neben der Prozessstufe gibt es noch einige andere Variablen, die je nach Prozess und Fließeigenschaften zu einem Spritzgießgrat führen können. Die Fließfähigkeit einer Flüssigkeit wird als Viskosität bezeichnet, und diese Eigenschaft ist für den Spritzgießprozess entscheidend. Wenn die Viskosität der geschmolzenen Flüssigkeit niedrig ist, fließt sie leicht aus der Form und weist Fehler in Form eines Grates auf.
- Die Temperatur des Fasses und der Düse
Neben dem Druck tragen auch andere Faktoren zum Anstieg der Viskosität und damit zur Zunahme eines Grates in Ihrem Spritzgießprodukt bei. Sowohl die Zylinder- als auch die Düsentemperatur wirken sich ebenfalls darauf aus. Aufgrund der geringeren Viskosität, die durch einen Temperaturanstieg verursacht wird, ist es wahrscheinlicher, dass die Flüssigkeit ausläuft, was die Wahrscheinlichkeit von Spritzgussgrat erhöht.
- Überfüllung oder Dosierung
Jede Spritzgießkonfiguration unterliegt Beschränkungen, die durch Größe und Form bestimmt werden. Wenn sich zu viel geschmolzener Kunststoff in der Form befindet, übersteigt der Einspritzdruck unweigerlich den Schließdruck, was zu Leckagen führt. Infolgedessen steigt die Wahrscheinlichkeit von Gratbildung und anderen Fehlern. Bei der Änderung der Vorschubparameter ist jedoch Vorsicht geboten, da der Kunststoff beim Abkühlen schrumpft und man nicht möchte, dass der Spritzgießprozess zu einem kurzen Schuss führt, der das Produkt unvollendet lässt.
- Hoher Druck
Der während eines Eingriffs herrschende Druck ist einer der wichtigsten Faktoren, die zu einem erhöhten Risiko eines Flash beitragen können. Es ist eine Frage der grundlegenden Physik, dass ein erhöhter Druck in einem begrenzten Raum sowohl die Temperatur als auch die Fließeigenschaften erhöht. Der erhöhte Druck und der anschließende Anstieg der Viskosität können zu einer Reihe von unerwünschten Ergebnissen führen, darunter auch zum Flashen. Eine dieser Fehlentwicklungen ist auf den Grat zurückzuführen.
- Überpackung
Bei spritzgegossenen Artikeln kann es aufgrund von Konstruktionsproblemen und leistungsfähigen Führungselementen in der Form zu Gratbildung kommen. Selbst eine kleine Menge erstarrter geschmolzener Flüssigkeit kann den Materialfluss auf engem Raum behindern. Infolgedessen entwickelt sich im Inneren der Form ein starker Druck. Die daraus resultierenden Probleme beschränken sich nicht auf den Grat selbst. Sie müssen sich mit einer Reihe zusätzlicher Probleme auseinandersetzen, wie z. B. Verzug, ungleichmäßige Dichte und eine Reihe anderer damit verbundener Probleme.
Wie kann man beim Spritzgießen Grate vermeiden?
In diesem Abschnitt werden die Lösungen zur Vermeidung von Spritzgießgrat.
- DFM
DFM, oder Design für die Fertigungist sowohl für die Vermeidung als auch für die Verringerung von Graten unerlässlich. In den Regeln für das Kunststoffspritzgießen wird beispielsweise empfohlen, die Trennebene entlang der Kante des Bauteils und nicht auf einer ebenen Fläche anzuordnen. Dies geschieht, um die Ästhetik und Funktionalität des Objekts zu verbessern. Dadurch lassen sich die Nähte leichter verbergen und die Wahrscheinlichkeit von Graten wird minimiert. Die DFM-Analyse wird zu einem grundlegenden Bestandteil industrieller Spritzgießprojekte. Beim Spritzgießen können spezielle Softwaretools die Ergebnisse simulieren, die Fließeigenschaften darstellen und häufige Probleme wie Verzug, Gratbildung und Wärmefluss vorhersagen. Diese Hilfsmittel stehen jetzt zur Verfügung.
- Verlangsamung der Injektionsrate
Die Kontrolle der Prozessvariablen ist eine wirksame Methode zur Minimierung der beim Spritzgießen entstehenden Gratbildung. Die Einspritzgeschwindigkeit hat einen direkten Einfluss auf die Viskosität, den Druck und die Temperatur der Mischung, die alle das Potenzial haben, einen Grat zu erzeugen. Da die meisten Prozessvariablen mit der Einspritzrate verbunden sind, ist dies oft der erste Schritt, den erfahrene Fachleute bei der Behandlung von Gratbildung anwenden.
- Spezifikation einer gratfreien Form
Die Verwendung einer gratfreien Form ist eine wirksame, wenn auch teure Methode zur vollständigen Beseitigung von Graten bei Spritzgussprodukten. Sie liefert die besten Ergebnisse, ist aber aufgrund ihres hohen Preises für viele Anwendungen und Unternehmen nicht geeignet.
- Reinigung von Schimmelpilzen
Die Ansammlung von Schmutz, Ablagerungen und anderen Verunreinigungen in der Form ist ein Hauptgrund für eine Fehlanpassung in der Trennlinie. Darüber hinaus können Mikropartikel in winzigen Hohlräumen der Form zu Überfüllungen führen und damit die Gesamtmängel des Bauteils verschlimmern. Eine saubere und gut gewartete Form kann dazu beitragen, die Wahrscheinlichkeit des Auftretens dieser Probleme zu verringern und die besten Ergebnisse zu erzielen.
- Instandhaltung und Prozessverbesserung
Die Instandhaltung der Form und die Verbesserung des Prozesses sind entscheidend, um gleichbleibende und zuverlässige Ergebnisse zu erzielen. Die von der Schließeinheit ausgeübte Kraft und der Druck können manchmal Schäden an der Form verursachen, die zu besonderen Verformungen und damit zu zahlreichen Bauteilfehlern führen können.
Tipps: Andere Fehler beim Spritzgießen
Schlussfolgerung
Wir hoffen, dass dieser Leitfaden Ihnen ein besseres Verständnis für Spritzgießgrat und den Umgang damit vermittelt. Wenn die Investition in ein gratfreies Werkzeug nicht in Frage kommt oder Sie bereits mit einem Werkzeug arbeiten, können Sie die gewünschten Ergebnisse erzielen, indem Sie Ihr Teiledesign verfeinern, eine Werkzeugreinigung oder -wartung veranlassen, sich mit Ihrem Spritzgießer über mögliche Prozessverbesserungen beraten oder auf eine andere Maschine umsteigen.