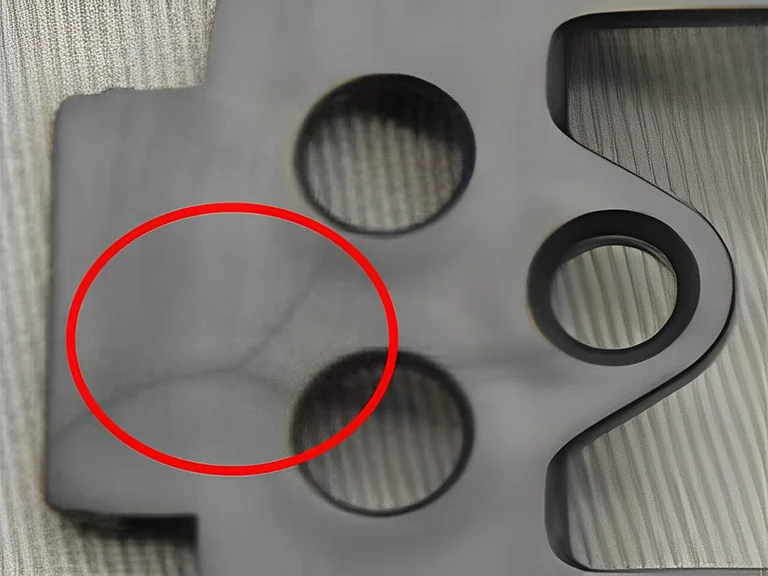
Les lignes de soudure pour le moulage par injection désignent une ligne sur un moule. pièce moulée par injection qui est générée à l'endroit où les deux moitiés du moule se rejoignent. En conséquence, la portion présente une ligne légère, voire indétectable.
Cette ligne n'a normalement pas d'incidence sur la forme ou les dimensions générales de l'article. Toutefois, elle peut être visible à des degrés divers en fonction des éléments suivants polissage des moulesIl existe de nombreuses façons de rendre cette ligne moins visible sur l'objet moulé. Il existe de nombreuses façons de rendre cette ligne moins visible sur l'objet moulé, mais comme le moulage par injection repose sur un procédé de moulage par injection, il n'est pas possible de la rendre plus visible. moule en deux partiesmais elle ne peut jamais être totalement évitée.
Ce guide explore les causes, les facteurs de différenciation, les impacts et les solutions des lignes de soudure dans le moulage par injection.
Lire aussi : En quoi le démoulage CNC est-il meilleur que le démoulage manuel ?
Facteurs à l'origine des lignes de soudure :
Les lignes de soudure, également connues sous le nom de lignes de tricotage, peuvent apparaître dans les moules d'injection pour un certain nombre de raisons potentielles. Les lignes de soudure dans les moules à injection peuvent être causées par différents facteurs, dont certains sont énumérés ci-dessous.

● Température inappropriée
La formation de lignes de soudure ou de tricot dans le moulage par injection est fortement influencée par la température. Lorsque la température n'est pas suffisamment élevée, il y a un risque de solidification prématurée, ce qui entraîne l'apparition de lignes de soudure dans le moulage par injection. Les problèmes de température peuvent survenir à différents endroits, y compris dans le moule, coureurset machine de moulage par injection.
Il est essentiel de contrôler et de maintenir correctement la température du moule afin d'éviter une solidification rapide et de favoriser l'écoulement et la fusion sans heurt du plastique fondu, ce qui minimise l'apparition de lignes de soudure dans le moulage par injection.
De même, la surveillance et la régulation de la température des canaux et de la machine de moulage par injection sont importantes pour assurer une plastification et un écoulement optimaux, réduisant ainsi la probabilité de formation de lignes de soudure. En gérant étroitement la température tout au long du processus de moulage par injection, les fabricants peuvent produire des pièces en plastique de haute qualité présentant une meilleure intégrité structurelle et un meilleur attrait visuel.
● Pression
Une pression insuffisante peut entraîner la formation d'une ligne de soudure pendant le processus d'écoulement et de fusion du plastique. Cela se produit le plus souvent lorsque l'équipement en question fonctionne mal ou lorsque les réglages de la machine sont incorrects. La mauvaise conception du moule est une autre cause possible de ce problème.
● Mauvaise conception du moule
Mauvaise conception des moules, y compris des moules inappropriés épaisseur de la paroi et le mauvais positionnement des portes, est une cause fréquente de formation de lignes de soudure dans le moulage par injection. Une épaisseur inadéquate de la paroi du moule entraîne un refroidissement inégal et une entrave à l'écoulement du plastique, ce qui provoque la formation de lignes de soudure.
Les positions incorrectes des trappes provoquent des fronts d'écoulement multiples qui peinent à fusionner de manière homogène, créant ainsi des lignes de soudure visibles dans le moulage par injection. Pour résoudre ces problèmes, l'optimisation de l'épaisseur des parois du moule et le placement stratégique des portes peuvent minimiser la formation de lignes de soudure, améliorant ainsi la qualité globale des produits moulés par injection.
● Vitesse de la résine
La lenteur de l'écoulement du plastique fondu dans le moulage par injection peut entraîner la formation de lignes de soudure ou de tricotage. Lorsque le plastique s'écoule lentement, il se refroidit de manière inégale, ce qui entraîne l'apparition de lignes ou de coutures visibles à l'endroit où les fronts refroidis se rencontrent.
Pour éviter ces imperfections, l'optimisation de la vitesse d'écoulement est cruciale pour obtenir un mouvement uniforme et rapide du plastique fondu, réduisant ainsi la probabilité de formation de lignes de soudure ou de tricotage.
● Démoulage
L'application d'une quantité excessive d'agent de démoulage peut avoir un impact sur le processus de moulage par injection, en particulier en ce qui concerne la pression requise pour injecter la résine dans la machine. Lorsqu'une quantité excessive d'agent de démoulage est présente, des pressions d'injection plus élevées sont généralement nécessaires pour faciliter l'écoulement du plastique fondu.
Toutefois, si la vitesse d'injection n'est pas adaptée à cette pression plus élevée, elle peut entraîner la formation de lignes de soudure dans le produit final. Il est donc essentiel de trouver le bon équilibre entre l'application de l'agent de démoulage, la pression d'injection et la vitesse d'injection pour minimiser l'apparition de lignes de soudure et garantir une qualité optimale du produit.
● Impureté de la résine
Enfin, la présence d'impuretés dans la résine utilisée pendant le moulage par injection peut avoir un impact significatif sur les caractéristiques d'écoulement dans le moule, ce qui peut entraîner la formation de lignes de soudure dans le produit final. Les impuretés dans la résine peuvent provoquer des perturbations et des irrégularités dans l'écoulement, empêchant le mouvement fluide et continu du plastique fondu.
Ces perturbations du flux peuvent entraîner l'incapacité des fronts plastiques à fusionner de manière transparente, ce qui se traduit par la formation visible de lignes de soudure. Il est donc essentiel de garantir la pureté de la résine et d'utiliser des matériaux de haute qualité pour obtenir un flux plus cohérent et ininterrompu, réduire l'apparition de lignes de soudure dans le moulage par injection et améliorer la qualité globale du produit moulé.
Suggéré: Comment fonctionne une unité d'injection dans une machine de moulage par injection ?
Impact des lignes de soudure pour le moulage par injection sur la qualité et les performances des produits :
Lorsque vous rencontrez des lignes de soudure dans des produits moulés par injection, cela peut sembler anodin au départ. Cependant, fabricants professionnels doivent prendre des précautions pour les éviter.
Pourquoi est-ce important ? Parce que les lignes de soudure du moulage par injection nuisent à la résistance et à la longévité des articles produits par injection de plastique et qu'elles doivent donc être évitées.
Précisément, les raisons les plus importantes pour éliminer les lignes de soudure sont les suivantes :
| Impact | Description |
| Les lignes de soudure fragilisent la pièce en plastique | La ligne de soudure est la partie la plus faible du produit et doit être évitée à tout prix. Pourquoi ? Parce qu'à partir de ce point, le produit est susceptible de tomber en panne. Les lignes de soudure posent un problème sérieux si la conception du produit exige une grande durabilité. La résistance d'un produit ou d'un matériau diminue à proximité des lignes de soudure. Par conséquent, les lignes de soudure ne doivent pas être considérées comme allant de soi en raison de leur impact significatif sur la durabilité du produit final. |
| Les lignes de soudure provoquent des déformations à la surface des produits | Il arrive que la surface d'un produit soit altérée par des lignes de soudure. Les lignes de soudure ou de tricotage sur la surface des produits peuvent être très coûteuses si l'apparence du produit est importante. Même une fine ligne de soudure peut déformer la surface du produit. Il est essentiel de prendre toutes les mesures de sécurité possibles pour empêcher la formation de lignes de soudure. Personne ne veut d'un produit plus faible et moins durable, et les lignes de soudure dans les pièces automobiles en plastique en sont un excellent exemple. Dans la dernière partie de ce blog, vous découvrirez quelques secrets de fabrication qui vous permettront d'obtenir un produit final exempt de soudures visibles. |
Solutions pour les lignes de soudure de moulage par injection
Si vous avez déjà été confronté à des problèmes de marques d'évier en plastique dans des produits moulés par injection, la résolution des problèmes liés aux lignes de soudure peut s'avérer plus facile. En termes simples, la solution aux lignes de soudure pour le moulage par injection est similaire aux solutions et aux approches visant à réduire la formation de lignes de soudure dans les produits moulés par injection. marques d'évier.
| Résolution des lignes de soudage causées par une erreur d'équipement | Plastification médiocre et température de fusion inégale | En cas de problèmes de plastification insuffisante et de température de fusion inégale, il peut être utile d'allonger le cycle de moulage. La capacité de plastification de la machine de moulage peut être augmentée si nécessaire. |
| Résoudre les problèmes de la chaîne de soudage causés par des erreurs de moulage | Réglage de la température du moule | Augmenter la température locale au niveau du cordon de soudure ou la température du moule si nécessaire. |
| Puits de limaces coulantes et froides | Les puits de coureurs et de limaces froides doivent être agrandis et rendus plus efficaces s'ils sont trop petits, trop minces ou trop peu profonds. | |
| Conception de la porte | - Envisagez de déplacer la porte et d'en agrandir ou d'en réduire la section. En le concevant correctement, vous vous assurez que la matière fondue ne peut pas s'échapper par les inserts ou les trous du portillon. - Pour éviter les problèmes causés par le remplissage par injection, essayez de réparer ou de déplacer les portes qui en sont victimes ou de mettre en place un bloc tampon. - Si vous le pouvez, essayez d'éviter d'utiliser plusieurs portes. | |
| Mise à l'air libre | - Vérifier les évents et en installer de nouveaux si nécessaire. - Dégager les inserts et les goupilles d'éjection, et élargir ou polir les passages d'aération. | |
| Lignes de soudure dues à des erreurs dans le processus de moulage | Pression et durée d'injection | Vous devez injecter avec plus de pression et pendant plus longtemps. |
| Vitesse d'injection | - Varier la vitesse d'injection. - Alors que les vitesses lentes améliorent l'évacuation de l'air à l'intérieur de la cavité, les vitesses élevées permettent d'amener la matière fondue au point de rencontre avant qu'elle ne refroidisse. | |
| Température du fût et de la buse | - Les tonneau et les températures de la buse doivent être réglées correctement. - La viscosité du plastique diminue à des températures plus élevées, ce qui permet un écoulement plus facile et des lignes de soudure plus étroites. - Les substances gazeuses se décomposent moins rapidement lorsque les températures sont abaissées. | |
| Agent de libération | Les agents de démoulage, en particulier ceux qui contiennent du silicone, doivent être utilisés avec parcimonie, car ils peuvent interférer avec le soudage des fronts d'écoulement. | |
| Force de serrage | Réduire la pression de serrage pour permettre une meilleure circulation de l'air. | |
| Vitesse de la vis et contre-pression | - La viscosité du plastique peut être réduite en augmentant la vitesse de rotation de la vis. - La densité du plastique peut être augmentée en augmentant la contre-pression. | |
| Lignes de moules dues à une erreur dans les matières premières | Manutention des matières premières | Les matières premières doivent être suffisamment séchées et les additifs liquides doivent être réduits au minimum. |
| Lubrifiants et stabilisateurs | - Les plastiques qui manquent de fluidité ou qui sont sensibles à la chaleur peuvent être améliorés par l'ajout de lubrifiants et de stabilisants. - Choisissez des plastiques qui sont à la fois fluides et résistants à la chaleur. | |
| Lignes de moulage dues à une erreur de conception du produit | Épaisseur de la paroi | L'épaississement des composants à parois minces retarde la solidification de ces composants. |
| Placement de l'insert | Si l'insert n'est pas au bon endroit, déplacez-le. |
Lignes de soudure et lignes de fusion : Sont-elles différentes ?
Les deux sont différents défauts de moulage par injection que l'on trouve couramment dans les produits en plastique moulé.
Si vous avez du mal à faire la distinction entre les deux, sachez que les caractéristiques distinctives sont simples. En termes simples, l'angle de jonction des deux flux peut définir spécifiquement les différences entre les lignes de soudure du moulage par injection et les lignes de fusion. Lorsque la valeur de l'angle de convergence est supérieure à 135 degrés, une ligne de fusion se forme.
Lire aussi: Principes de sélection et de création d'une base de moule efficace
Alors qu'une ligne de soudure se formera si la valeur de cet angle est inférieure à 135 degrés, il n'y en aura pas si elle est supérieure à ce chiffre. Une vitesse d'écoulement lente dans le moulage par injection peut entraîner la formation de lignes de soudure ou de tricotage. Examinons les facteurs à l'origine de ces lignes d'imperfection.
En résumé :
Les lignes de soudure pour le moulage par injection peuvent avoir un impact considérable sur les performances et la qualité de votre produit, mais il s'agit souvent d'un défaut de moulage par injection qui n'est pas pris en compte. Le meilleur moyen de s'assurer que les lignes de soudure du moulage par injection n'affectent pas la qualité de l'ensemble de votre chaîne de production est donc de demander l'aide d'un expert.
Au PrototoolNous veillons à ce que notre processus de production de moulage par injection soit mené avec une extrême attention aux détails et nous mettons l'accent sur le maintien de la précision à chaque étape afin d'éviter les défauts courants tels que les lignes de soudure.
Pour plus de détails et de questions, n'hésitez pas à contacter notre équipe de professionnels.









